Electron Beam Welding (EBW)
Efter att ha läst den här artikeln kommer du att lära dig om elektronstrålesvetsning med hjälp av ett diagram.
Vid elektronstrålesvetsning används en stråle av val för att smälta metallen där den måste svetsas. Denna process utvecklades samtidigt i USA och Västtyskland i början av 1950-talet.
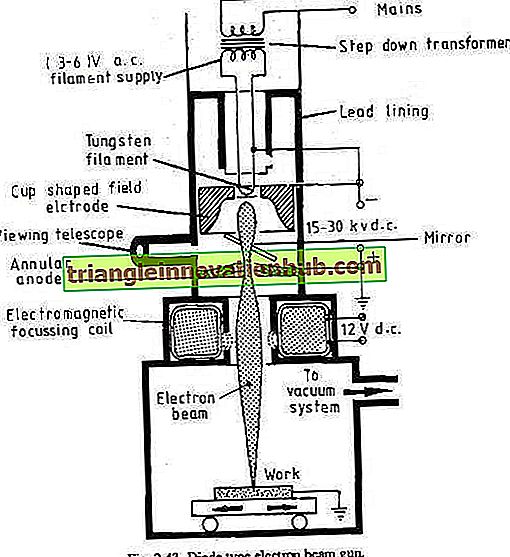
I EBW används en uppvärmd filament som en källa till elektroner som görs att strömma mot och genom en ringformad fältanod. Elektronstrålen fokuseras därefter med hjälp av en fokuseringsspole. Det passerar sedan genom en smal passage mot arbetsstycket som ska svetsas, vilket placeras i en vakuumkammare.
Arbetsstycket kan flyttas för att skapa den nödvändiga svetshastigheten. De huvudsakliga elementen i ett EBW-system är sålunda elektronutsläppande och accelerationsenhet, strålfokuseringsenhet och en vakuumkammare för att hålla arbetsstycket. Det är vanligt att ringa enheten, förutom vakuumkammaren, en EBW-pistol.
För att göra elektronerna rörliga oavbrutna är det viktigt att använda vakuum med ett tryck på 10 -1 till 10 -2 torr (mm kvicksilver) i hela EBW-pistolen och kammaren. Emellertid har EBW-pistoler som verkar vid medelstoft vakuumtryck såväl som vid atmosfärstryck utvecklats men deras effektivitet är mycket mindre jämfört med högvakuumvapen, exempelvis kan högvakuumpistolerna svetsa arbetsstycken så tjocka som 150 mm medan de i mediumvakuum vapen gränsen är ca 50 mm och i vakuumenheter får den inte överstiga 12 mm.
EBW-pistolerna är av två typer, diod och triod, termerna motsvarar elektronventiler med samma namn. Elektronstrålens penetrerande kraft beror på hastigheten hos elektroner som styrs av storleken av accelerationsspänningen. Beroende på den accelererande spänningen klassificeras EBW-vapen som lågspännings- och högspänningstyper med spänningsområdet mellan 15-30 kv respektive 70 150 kv. Fig. 2.43 visar en EBW-enhet av diodtyp.
EBW-svetsarna är mycket smala och kan vara av full penetrationstyp med bredd till penetreringsförhållande 1: 20 jämfört med 5: 1 av skärmad metallbågsvetsning och 2: 1 av gasmetallbågsvetsning. EB-energitätheten är nästan 5 x 10 8 W / mm 2 Det är möjligt att smälta och svetsa all känd metall.
Kommersiella applikationer av EBW inkluderar svetsning av superlegeringar, eldfasta metaller, reaktiva metaller och rostfria stål. Titan-, beryllium-, molybden- och zirkoniumkomponenterna är vanligen svetsade av EBW. Det används allmänt inom elektronik-, kärn-, missil- och flygindustrin.
Typiska tillämpningar av EBW inkluderar svetsning av klusterutrustningar, invecklade ventilarrangemang gjorda av korrosionsbeständiga legeringar för bilindustrin samt tryckkapslar och missilskrovramar.